第三十三回。メ型からしか生まれない真空成形品。
以前、型をならべる間隔(=型間)に関してこんなことを言いました。
オ型が形を作るのに必要な型の間隔は、高さの1~1.5倍。
オ型とメ型ではいろいろ異なります。
じゃ、こんな型は成形できますか?
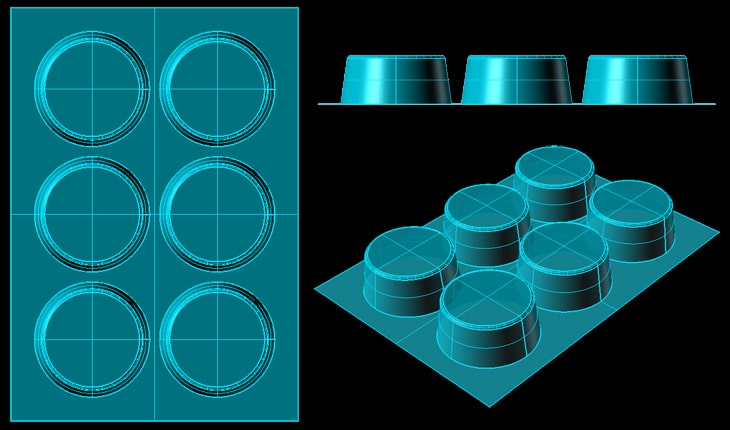
直径34㍉(34パイ)×高さ15㍉。型間3㍉で横に2ヶ・縦に3ケ=計6ヶの凸が並んでいます。
「必要な型の間隔は、高さの1~1.5倍」どころか、高さの0.2倍しか型間がありません。
凸と凸の間は下まで引き切れず、途中で止まってしまうことでしょう。

このトイレ洗浄剤はうちで使っているものです。
直径34㍉(34パイ)×高さ15㍉。型間3㍉で横に2ヶ・縦に3ケ=計6ヶの凸が並んでいます。
きれいな熱圧着のブリスターが使われています。
メ型の場合、オ型に比べて詰めて型を並べることができる。
以前、話したことをオウム返しで書いていますね。(笑)
そうです、このブリスターはメ型で成形しているのです。
こんな感じでしょう。
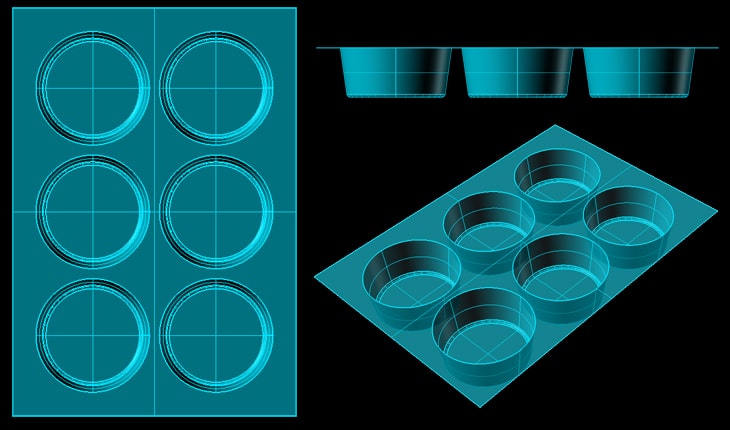
この型ならば成形ができるのです。
メ型(凹)で成形をして、ひっくり返して使用しているのです。
メ型の場合、間口の部分の材料量を使って凹の壁面・底面部分をおおうイメージです。
オ型と違って周りから材料を取ってきません。
そのため、凹と凹との間隔はかなり近づけることができます。
理論上は0でもいけるのでしょうが、実際は凹部分間の壁の厚みが必要ですからそうはなりません。
オ型とメ型の場合、強度が残る部分が異なる。
凹形状の場合、型間は詰められますが、底面の強度が落ちます。
凹で成形してひっくり返して使うということは、底面が天面として使われるということです。
成形品の天面は商品を守る役割も担います。
材料厚を考慮したり、プラグで押し込んで強度を少しでも出す方向で成形をすることになります。
凹の底面の透明度は落ちる。
きれいな透明材も型に触れた時点で、通常は型のみがき痕などにより透明度が落ちてしまいます。
しかし凸形状の天面は、型と成形材料との間に残された空気のおかげで材料が型に触れません。
そのおかげで透明度は比較的残ります。
一方、凹形状の底面は成形材料がピシッと隅まで引かれます。
その成形品をひっくり返して使う、この仕様の成形品の天面は透明度が落ちる傾向にあります。
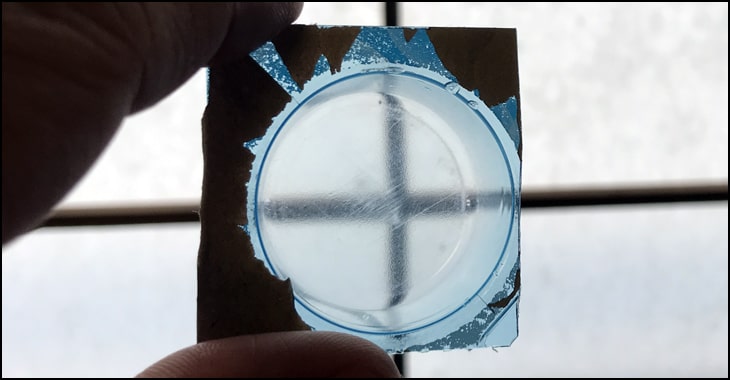
このトイレ洗浄剤の場合、洗浄剤自体が白いので成形のくもりは全く気になりません。
とは言え、この面積の比は大きい。
凹凸それぞれに長所・短所があるとお話ししてきました。
凹形状をひっくり返して使用する結局のところは、やはり成形品の大きさでしょう。
大きければ生産費用もよりかかりますし、売り場面積の制限も受けるかもしれません。
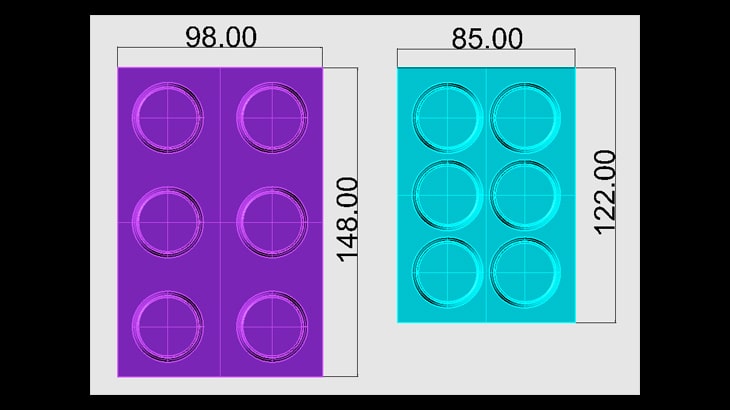
ためしに、直径34㍉(34パイ)×高さ15㍉。型間16㍉で横に2ヶ・縦に3ケ=計6ヶの凸を並べてみました。
面積比は、148×98÷(122×85)=約1.4となります。
40%大きくなってしまうということです。
メ型からしか生まれない真空成形品。
凹凸をうまく使いこなすことによって、こんな成形品はできないだろうと思っていたものが出来てしまうこともあるのです。
真空成形品を使ってみようよ!
- ‘これから’という元気なお客様とのお取引も大切にいたします
- むずかしい専門用語は使いません。分かりやすい仕事をめざします
- 真空成形品導入の際にネックになりがちな、型の製作費用の節減をめざします
- 限られた時間の中で丁寧な仕事をめざします。お客様へ安心感のご提供を志しています
- 前の記事
第三十二回。【パッケージ解体】マインドウェイブ「 Peta Roll」選んだ理由は紙フックともうひとつ。塩ビという材料が使われていた 2020.07.07
- 次の記事
第三十四回。【パッケージ解体】ハッピーバースデイ!プレゼントはひげトリマーだった。説明書は入れようよ 2020.07.09

