第二十一回。【無理抜き】つぶれますが、ちょっとの凹凸ならばビク刃でもムリムリ抜けますよ。
マグエバー製「マグサンド」に使用されていたクラムシェルのパッケージ紹介を前回しました。
もしかしたら、掲載した画像の一部に違和感を覚えた方がいらっしゃるかもしれません。
´パッケージの一部がつぶれていない?’

画像の赤丸の部分です。
クラムシェルパッケージの折り返しを「ヒンジ式」で行うと、抜き工程の際につぶれが生じます。
もっと近づいて見てみましょう。

真空成形の抜き加工で一般的に使われる「抜型・機械」は、平面を抜くように作られています。
しかし2~3㍉程度の凹凸ならば、つぶれることが前提ですが抜くことが出来ます。
今回は、この抜き方「無理抜き」の話を少々。
目次
真空成形加工で一般的に使われる抜型・機械。
あつかう成形品にもよりますが、一般的に使われている「抜型・機械」と言われれば、ビク刃・ダイプレスということになると思います。
「トムソン抜き」・「ビク抜き」とは。
これらの説明に関しては、プレス機メーカーの(株)トーコーさんのサイトに分かりやすく書かれていますので、それを引用させて頂きます。
なぜ「トムソン抜き」と呼ばれるかというと、50年程前に大阪を中心とした西日本に、押し抜きの裁断機が最初に入ってきたとき、アメリカのトムソン社の機械だったので「トムソン抜き」と呼ぶようになりました。
一方、同時期に東日本では、ビクトリア社の機械が中心であったので、「ビク抜き」と呼ばれるようになりました。その名残が現在に至り、東西で呼び方が違っています。
また、食品容器などを真空成形で製造している業界では、トムソン抜きの機械を「ダイプレス」「台プレス」と呼んだりもします。英語の「DIE」という意味からと決めつけていましたが、「台の上に材料を乗っけるから・・台プレス!」と理解している人も多く、当たり前に使っている業界用語も歴史をたどれば興味深い話だなぁと感じます。
トムソン、ビクと普通に使っていましたが、そういう由縁なのですね。
ダイプレスも「台の上に材料を乗っけるから・・台プレス!」と言っていた口でした。
まだまだ知らないことばかりで、本当に勉強になります。
ダイプレスへの成形品のセット。
機械の平らなテーブルに「カッターの刃を曲げて作った」ような抜型を取りつけ、成形品をセットして上から押して抜くというイメージでしょうか。
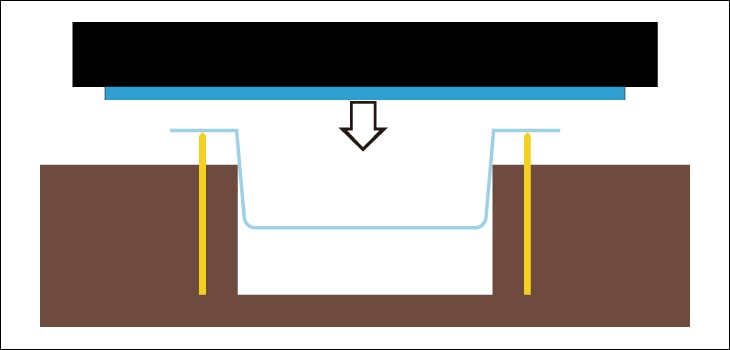
下から、こげ茶―抜型土台・黄色―抜刃・水色―成形品・青―抜板・黒―台プレス機
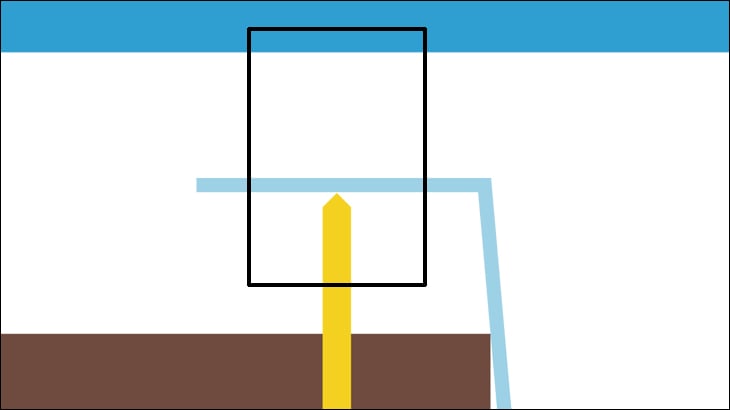
刃の当たる部分(黒枠の内側)を拡大してみました。
成形品を刃の一点と機械にセットした平らな抜板で挟み込んで抜きます。

成形品のこの部分が凸になっていたら、つぶしながら抜いていくことになります。
ちょうどクラムシェルのヒンジの部分がこんな感じの形状になります。
ムリムリだけれど、2~3㍉なら抜ける。
基本は平らな面を抜きことが前提に使われている「ビク刃・ダイプレス機」。
しかし、断面をつぶしてもよいならば、2~3ミリの凹凸面を抜くことができます。
では、それ以上になると?
抜けるのですが、断面がつぶれではなく割れてしまうのでNGとなります。
ちなみに片側に凹、片側に凸のある成形はどう抜くの?。
カットラインの話から少し離れます。
クラムシェルのように、片側に凹、片側に凸がある成形を抜く場合は、抜板が片方をつぶしてしまわないかという疑問を持たれると思います。
上から二番目の画像をご覧ください。
向かって左側が凹、右側が凸になっています。
このまま抜型にセットして抜板を下ろせば、右側の凸部分がつぶれます。
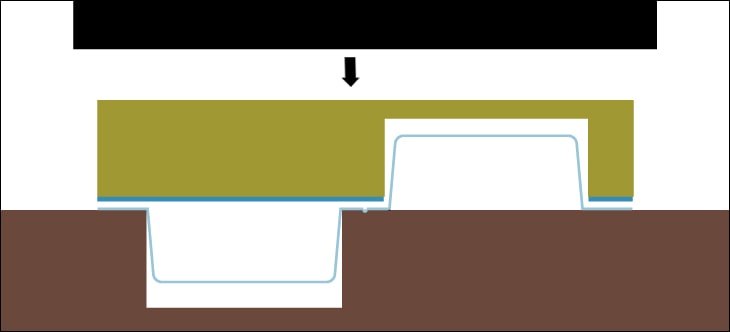
そのためこの図のように、上に出ている部分を逃がすような抜板を作って抜くことになります。
下から、こげ茶―抜型土台・水色―成形品・青―抜板・うぐいす色ー抜板土台・黒―台プレス機
ミシン目を使えば無理抜きをせずに済む。
クラムシェルの折り返し部分と言えば、昔は「ヒンジ式」がよく見られました。
ヒンジ式は折り返し具合がある意味「あいまい」で、あいまいが故に本体とふたのカンゴウの微調整がはめる時に行うことができました。
最近はミシン目を使っているクラムシェルが増えました。
抜きの際のつぶれがない代わりに、線で折り曲げるためにヒンジのような微調整がききません。
データーを作りマシニングで精巧な金型が作れるようになったからこそ、ヒンジを使わない仕様が増えて行ったのでしょうね。
真空成形品を使ってみようよ!
- ‘これから’という元気なお客様とのお取引も大切にいたします
- むずかしい専門用語は使いません。分かりやすい仕事をめざします
- 真空成形品導入の際にネックになりがちな、型の製作費用の節減をめざします
- 限られた時間の中で丁寧な仕事をめざします。お客様へ安心感のご提供を志しています
- 前の記事
第二十回。【パッケージ解体】業界初!だけに目をうばわれた訳じゃないぞ、MAG SAND 見せ方にもおもしろさのあるクラムシェル。 2020.06.18
- 次の記事
第二十二回。【パッケージ解体】コンプレッサーの構造図か?この台紙 、 「AirPress」メカ好きにはたまらん 。 2020.06.21

