第三回。いきもの同様?真空成形の型にもオスとメスがある。
前回のブログでは、真空成形加工に適するプラスチックの性質の話しをいたしました。
今回はプラスチックの規格サイズ、そして効率的な取り都合の話をしようと思っていました。
しかしその話しをするには、2種類の型の話を先にしなくてはいけないことに気づきました。
2種類各々、必要とする材料の量が違っていますので。
オ型とメ型、本日の題目となります。
目次
真空成形の型には大きく分けてオ型とメ型があります。
オ型は雄型、メ型は雌型とも言います。
なまなましい言い方ですが、オ型は雄型、メ型は雌型とも言います。
凸(とつ)型、凹(へこ)型という方もいらっしゃいますね。
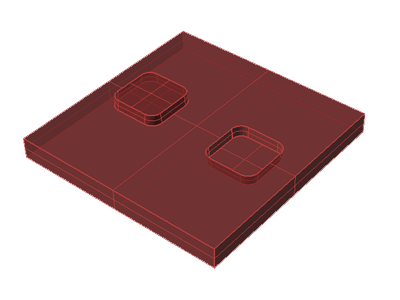
イメージはこんな感じです。
左の出っ張っている部分がオ型形状、右のへこんでいる部分がメ型形状。
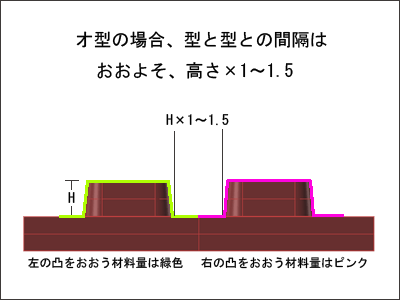
オ型とメ型では並べる間隔がことなります。
オ型が形を作るのに必要な型の間隔は、高さの1~1.5倍。
成形型の機械へのセットは、基本、置いて固定します。
加熱した材料に向かって、下から型が上がってきて材料と接触。
このタイミングで空気で引っ張ります。
第1回目の「真空成形とはどんな加工方法?」をごらんください。
ただ、材料の流れとしては一番最初に接触した天面部分だけではなく、周りからも持ってくることになります。
つまりオ型を並べて成形すると、互いに材料の取り合いになります。
分け合ってなんとか成形するには、型の高さのおおよそ1~1.5倍の間隔を離して材料量を確保しなくてはいけないのです。
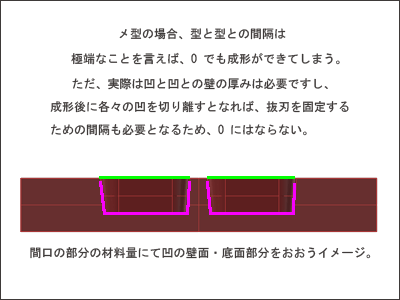
メ型の場合、オ型に比べて詰めて型を並べることができる。
メ型の場合、間口の部分の材料量を使って凹の壁面・底面部分をおおうイメージです。
オ型と違って周りから材料を取ってきません。
そのため、凹と凹との間隔はかなり近づけることができます。
理論上は0でもいけるのでしょうが、実際は凹部分間の壁の厚みが必要ですからそうはなりません。
また、成形後に凹部分をそれぞれ切り離すことになれば、抜刃をぐらつかせずに固定するための間隔も必要になります。
しかし間違いなく言えることは、メ型の場合、オ型に比べて型を詰めて並べることが出来るということです。
オ型とメ型の場合、強度が残る部分が異なる。
一般的に材料と型とが最初に接した部分に、一番強度が残ります。
型にあたって伸ばされていけば行くほど、肉厚が薄くなり強度も落ちます。
オ型(凸)においては型の天面が一番強く、成形ぎわが一番弱くなる傾向になります。
一方、メ型(凹)では底面に向かって強度が弱くなっていきます。
例えば四角型。
オ型でもメ型でも形状を作ることが出来ます。
しかし、オ型で成形された□は天面の強度が一番強く、メ型で成形された□(ひっくり返して見る)は天面が一番弱くなってしまいます。
成形型に触れないほど、成形品はきれいなのです。
例えば店頭販売用のパッケージ。
中の商品をしっかり見せる必要があります。
加えて、商品を守る必要もあります。
つまり、透明度と強度の高さがパッケージにもとめられます。
前述のとおり、この使いみちならばオ型で作られた成形品が〇。
では、透明度はいかがでしょうか。
素材のまま、なに触らないほうがきれいなものがあります。
真空成形品もそうだと思います。
PET材や塩ビ材の透明色は、向こうがしっかり見えるほどきれいなものです。
このきれいな透明材も型に触れた時点で、通常は型のみがき痕などが残って透明度が落ちる傾向にあります。
素材に近い透明度が残れば、上出来でしょう。
ならば、オ型もメ型も透明度に関しては大差ないのでしょうか?
オ型の天面部分の透明度はきれい。
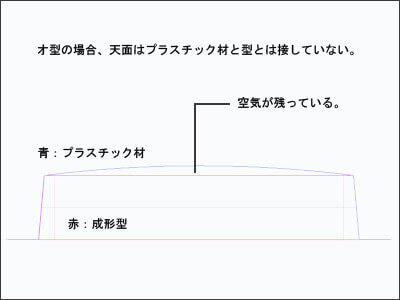
実は、オ型の天面部分は型と材料が完全には接していません。
型の天面のエッジで材料がクランプ(止める)されて、元にあった空気が取り残されてしまいます。
特にその部分が平らならば平なほどその現象がおきます。
その結果として、オ型で成形された天面部分、パッケージで言えば一番目に入る部分がきれいな状態で残るのです。
今日は真空成形型に使われる、オ型とメ型の話をいたしました。
次回は、プラスチックの規格サイズについての話をいたします。
真空成形品を使ってみようよ!
- ‘これから’という元気なお客様とのお取引も大切にいたします
- むずかしい専門用語は使いません。分かりやすい仕事をめざします
- 真空成形品導入の際にネックになりがちな、型の製作費用の節減をめざします
- 限られた時間の中で丁寧な仕事をめざします。お客様へ安心感のご提供を志しています
- 前の記事
第二回。【熱可塑性樹脂】頑固なやつは、真空成形には適さない。 2020.03.11
- 次の記事
第四回。真空成形用プラスチックの規格サイズ-【ロール編】巻いてあるから速いんだ。 2020.03.16